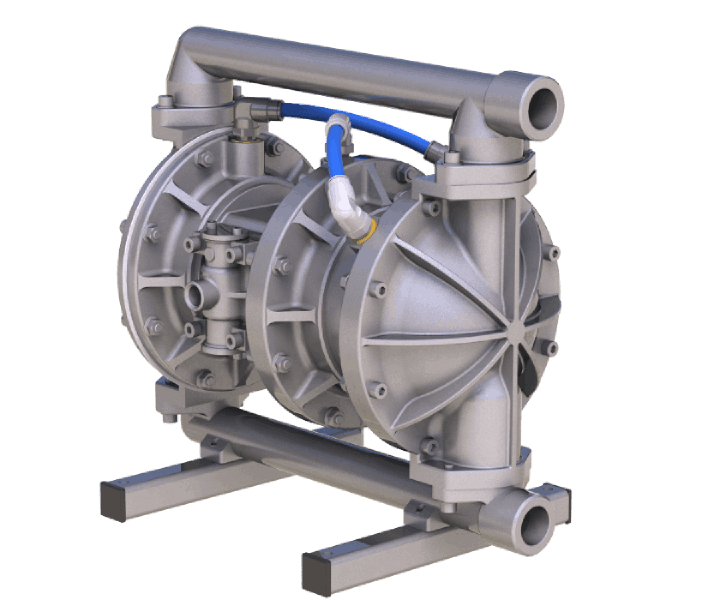
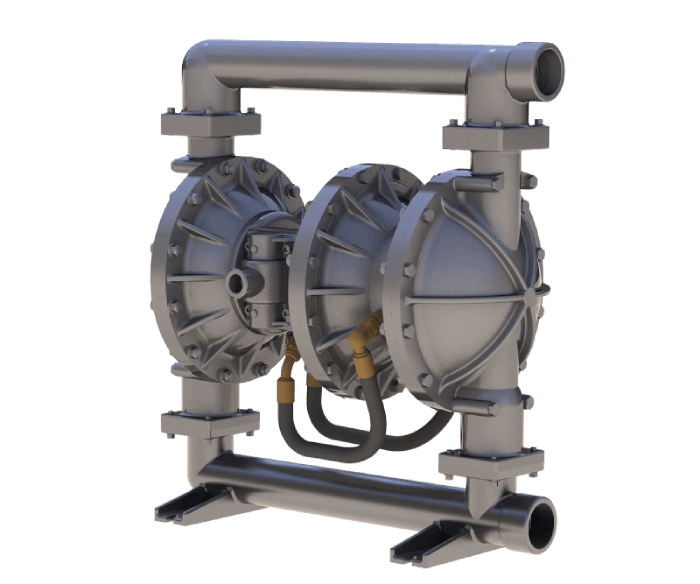
Containment Duty Pumps
For hazardous, corrosive, and dangerous fluids where safety is critical.

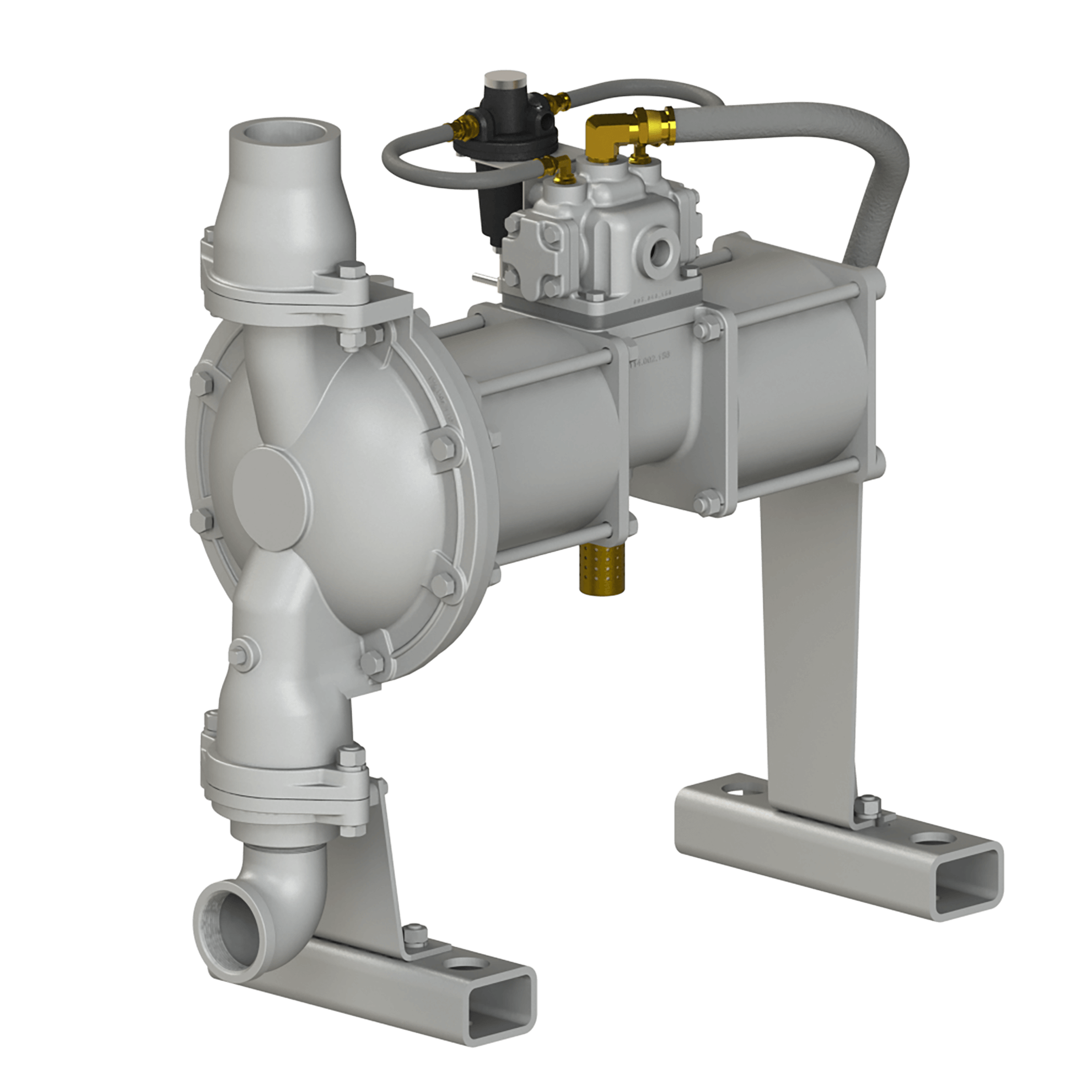
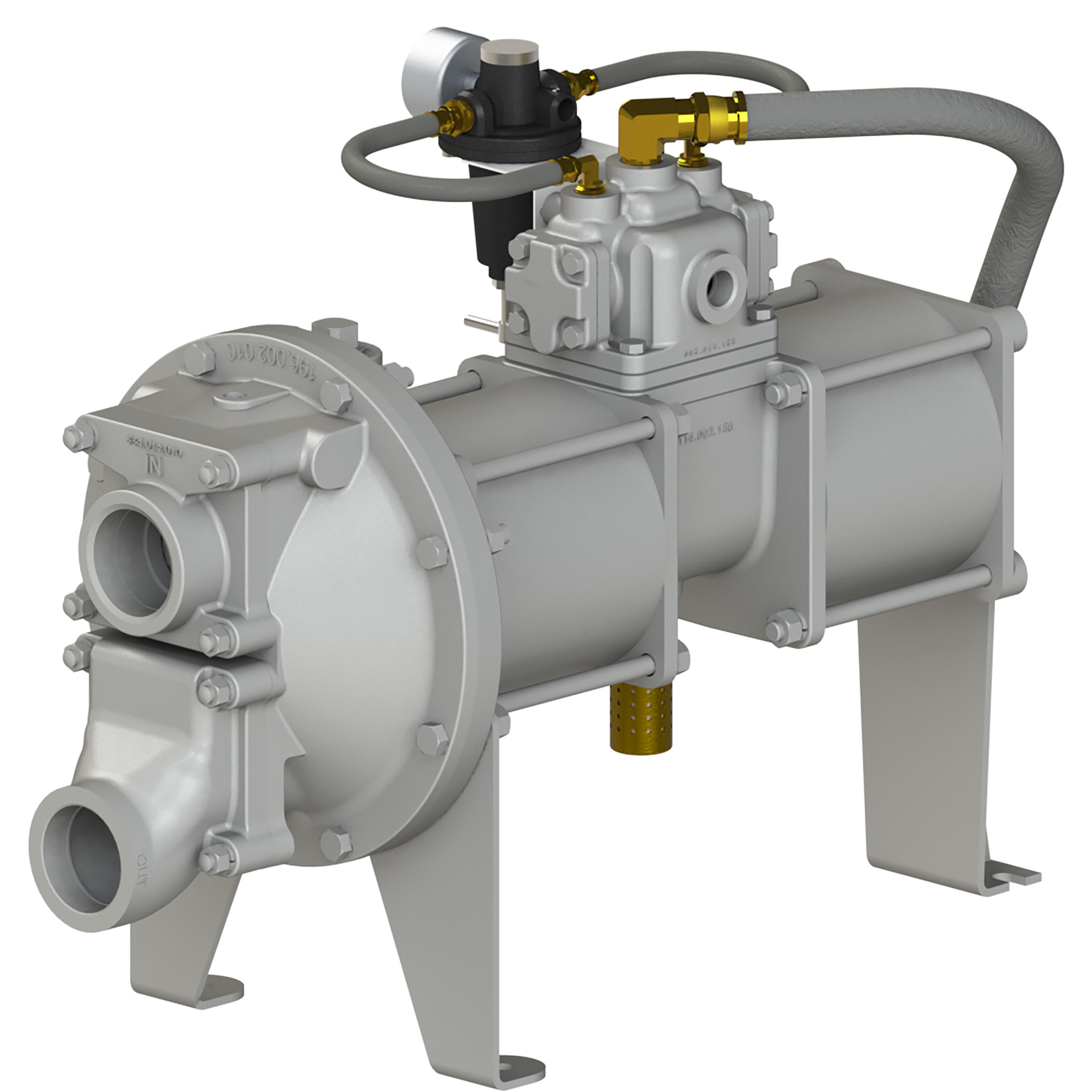
Specialty Pumps
For FDA and sanitary, high-pressure, gas-operated, submersible, EODD, and other unique applications.




Search by Size
Not sure where to start? We recommend starting with pump size. Click below to get started.
Search by Size
Not sure where to start? We recommend starting with pump size. Click below to get started.